Technológia nitovania – systém RIVIT
Konfigurácia systému RIVIT

Konfigurácia nitovacieho systému je znázornená na obrázku. Systém tvorí zostava „slave“ ovládacích modulov nitovačiek (CT2, CT3, CT4, CT5, CT6 – ControlRiv REPLICA 4.0) spolu s „master“ kombinovaným ovládacím modulom (CT1 – ControlRiv PRIMARY 4.0) a samotných nástrojov (2x RIV 503C, 4x RIV 939C) – nitovačiek. Moduly a nitovacie nástroje (ďalej len „nitovačky“) sú primárne rozdelené a priradené k jednotlivým pracoviskám. V rámci požiadaviek prevádzkovateľa bol zvolený typ nitovacích nástrojov s monitorovaním tlaku nitovania do 25 kN.
Moduly sú napájané el. energiou z PC skriniek pracovísk (20QP6, 20QP7) samostatne cez zdroje (viď el. schému v kapitole 11.3, 11.4). Pripojenie pneumatických rozvodov je prevedené cez úpravu vzduchu (UV1, UV2 – viď kapitola 10.), resp. cez regulátor tlaku a rozdeľovač. Prevádzkový tlak na regulátoroch treba nastaviť na 6,25 bar (max. 6,5 bar).
V rámci požiadaviek prevádzkovateľa bol zvolený typ nitovacích nástrojov s monitorovaním tlaku nitovania do 25 kN.
Komunikačný protokol medzi „master“ modulom a „slave“ modulmi je typu MODBUS RTU (RS485). Moduly sú zapojené prstencovo, tzv. „Daisy chain“ zapojenie.
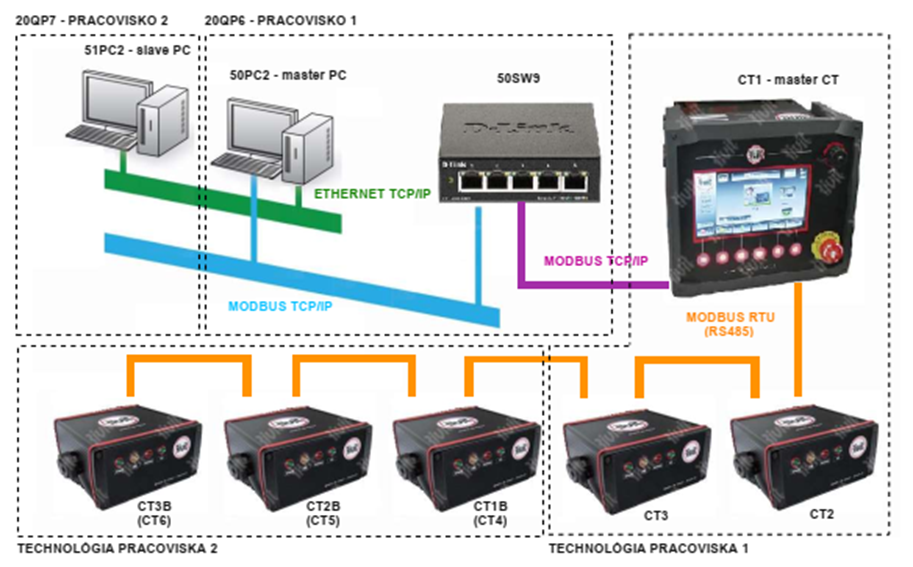
Fyzické prepojenie, komunikačné protokoly ovládacieho systému a technológie sú znázornené na obrázku.
Primárny ovládací systém je reprezentovaný počítačom 50PC2 (master PC), ktorý priamo komunikuje s technológiou RIVIT, resp. s modulom CT1 (master CT) cez komunikačný protokol MODBUS TCP/IP. Všetky akcie systému sú prevedené cez webserverovskú aplikáciu, a to pre účely čítania a zapisovania sekundárneho ovládacieho systému.
Sekundárny ovládací systém je reprezentovaný počítačom 51PC2 (slave PC), ktorý komunikuje cez protokol ETHERNET TCP/IP s RIVIT-om cez danú webserverovskú aplikáciu. 51PC2 komunikuje s 50PC2 priamo cez ETHERNET TCP/IP ( cez prevodníky USB 3.0 – RJ-45).
Konfigurácia pracovísk je naprojektovaná tak, aby sa pri výrobe typo-rozmerov, kde sú potrebné viac ako tri nitovacie nástroje dal krajný nástroj z vedľajšieho pracoviska prepriahnuť na aktuálny stôl. Výhľadovo sa obe pracoviská dajú doplniť ďalšími modulmi podľa potreby prevádzkovateľa.
Zostava modulov na Pracovisku 1 | Zostava modulov na Pracovisku 2 |
|---|---|
 |  |
 |  |
Základné informácie a prehľad nastavenia systému

Toto je základná obrazovka Rivitu, kde môžeme vidieť jednotlivé moduly (nitovačky sú priradené k modulom) s názvom CT01 až CT06.

Vpravo hore je sekcia, kde sa zobrazujú stavy jednotlivých modulov. Stav je znázornený kruhom s farebnou výplňou a číslom, ktoré môže byť čierne alebo červené.
Číselné označenie
Ako vidíme na obrázku označenie „01“ – je čiernou farbou, to znamená že modul nitovačky je fyzicky pripojený cez komunikačný kábel do „master“ modulu (v tomto prípade je CT01 zároveň „master“). Ak je toto označenie červenou farbou ako napríklad „02“ a ostatné, tak to znamená že moduly nitovačiek nie sú pripojené k „master“ modulu CT1.
Legenda jednotlivých farieb:
Sivá – stav blokovania používateľom
Žltá – stav programovania, modul má vypnutý vzduch smerom k nástroju, vypnutý program a je pripravený na nitovanie
Oranžová – modul je naprogramovaný, ale program nebol zapnutý
Zelená – modul má zapnutý program, zapnutý vzduch smerom k nástroju a je pripravený na nitovanie
Červená – zlé zanitovanie
Modrá – počítadlo programu je na maximálnej hodnote
Fialová – vzduch bol zablokovaný používateľom
Nastavenie nového programu
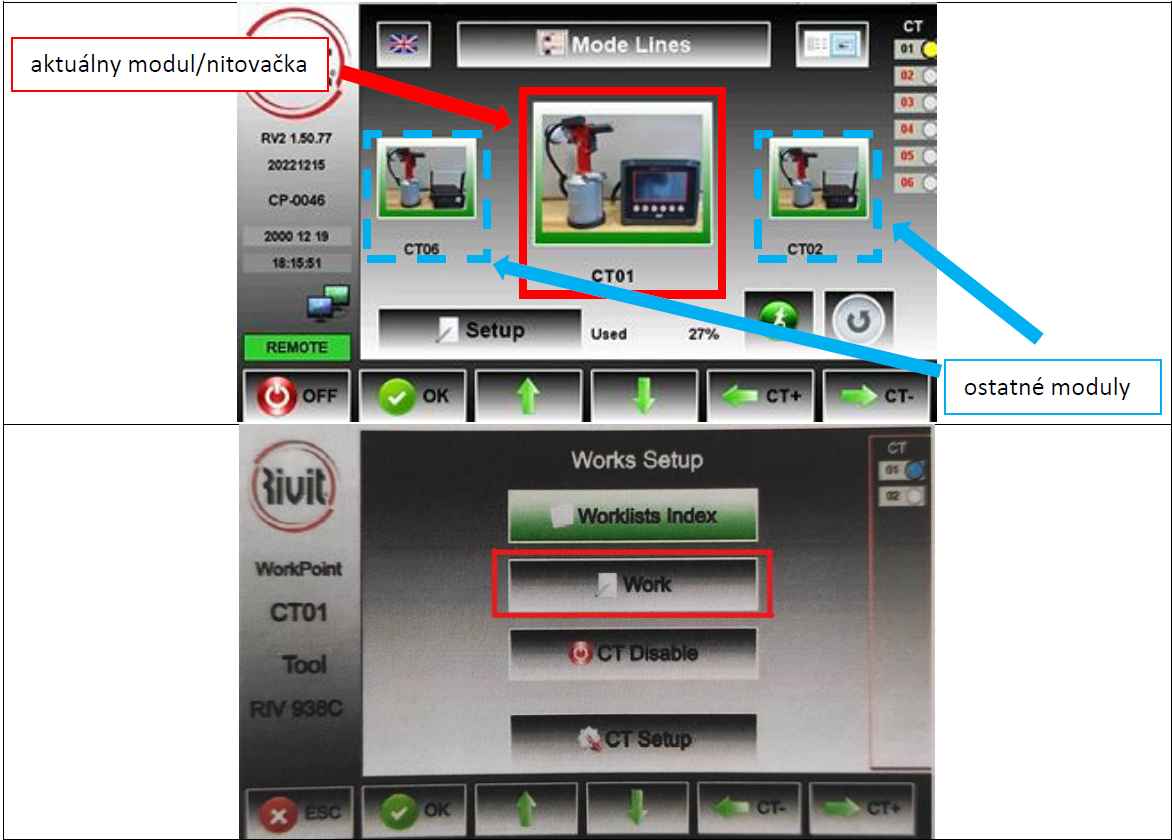
Zo základnej obrazovky klikneme na modul/nitovačku, v ktorej chceme nastaviť nový program, povedzme „CT01“, zobrazí sa nám nasledovné okno, v ktorom kliknete na tlačidlo „Work“.
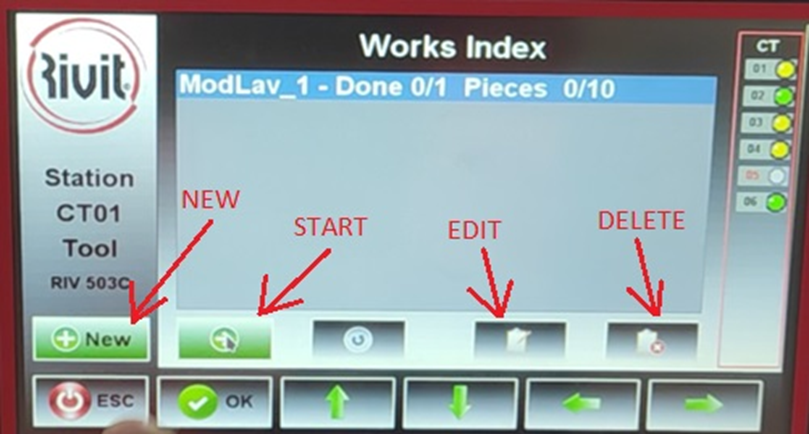
V tejto sekcii, je zobrazený zoznam všetkých programov, ktoré má konkrétny modul vytvorený, každý modul má vlastný zoznam programov. Nový program sa vytvára pomocou tlačidla „New“, a už vytvorený program sa upravuje pomocou tlačidla „Edit“, po stlačení sa zobrazí nasledovné okno.
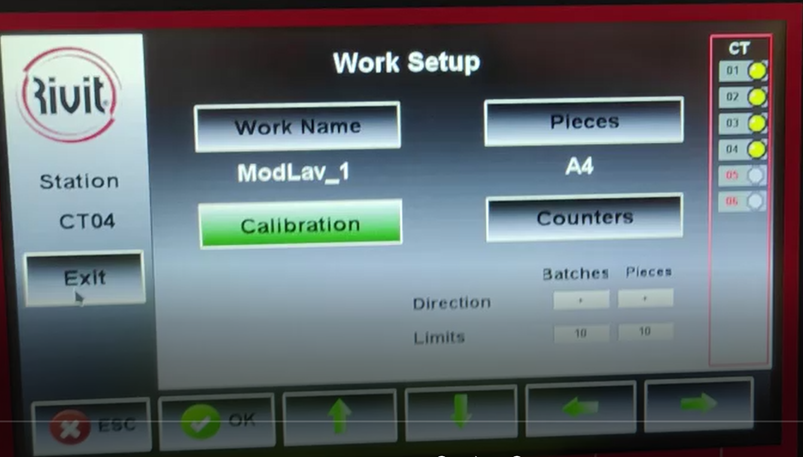
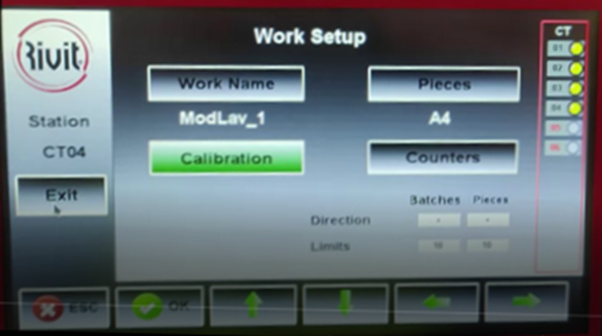
V tomto okne sa vytvára/upravuje nový program.
Hlavné parametre, ktoré musia byť nastavené pri vytváraní programu sú:
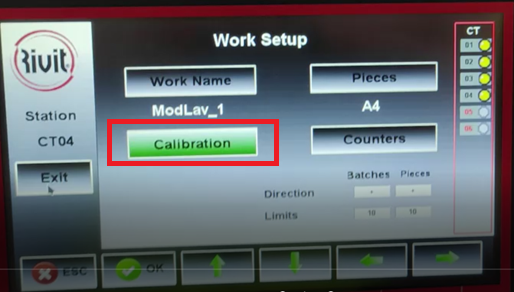
Work Name – názov programu - musí byť pevne dodržaný, musí mať nasledovný predpis názvu, napríklad „ModLav_X“ kde X je celé kladné číslo, čiže ak už máme vytvorený program s názvom „ModLav_1“ tak ďalší program musí mať názov „ModLav_2“ atď..
Pieces – nastavenie typu nitu – môže byť nastavené ľubovoľne.
Calibration – toto nastavenie je kľúčové pri vytváraní nového programu – kalibrácia musí byť vykonaná pri každom vytvorení nového programu!
Counters – počítadlo kusov v programe – tento parameter sa nastavuje na maximálnu možnú hodnotu, t.j. 99
Work Name - Nastavenie mena programu
Meno programu musí byť striktne dodržané, musí mat jedinečný názov v tvare „ModLav_X“, kde X je celé kladné číslo, ktoré musí vystupovať v zozname programov len a len raz.
Príklad: mám vytvorený program s názvom „ModLav_1“, a chcem vytvoriť ďalší program, tak tento nový program bude mať názov „ModLav_2“ atď..
Jednotlivé programy reprezentujú jednotlivé typy nitov, ktoré sa používajú, povedzme program „ModLav_1“ sa bude používať pre typ nitu „9624“, to znamená, že vždy keď bude potrebné použiť nit typu „9624“ tak sa bude volať program „ModLav_1“.
Podobne ak chcem použiť nový typ nitu, ktorý ešte nemá vytvorený program, tak tento program vytvorím, vykonám kalibráciu a tento program bude zviazaný s novým typom nitu.
Pieces – typ
Typ nitu môže byť nastavený tak ako je v pôvodnom stave, táto informácia sa nevyužíva.
Calibration – Kalibrácia
Kalibrácia musí byť vykonaná po každom vytvorení nového programu! Každý vytvorený program má vlastnú kalibráciu, ktorá musí byť definovaná. Bez kalibrácie nebude možné používať vytvorený program. Kalibrácia sa vykonáva po stlačení tlačidla „Calibration“.
Ak je všetko správne pripojené tak po stlačení tlačidla „Calibration“ sa zobrazí nasledovné okno.

Zároveň sa zapne vzduch z modulu ku nitovačke, ktorá sa kalibruje. Na obrazovke môžete vidieť krivku, ktorá reprezentuje predošlú kalibráciu, ak chcete nanovo kalibrovať stlačte tlačidlo „Wrong“ pre novú kalibráciu, ktorá musí byť definovaná.
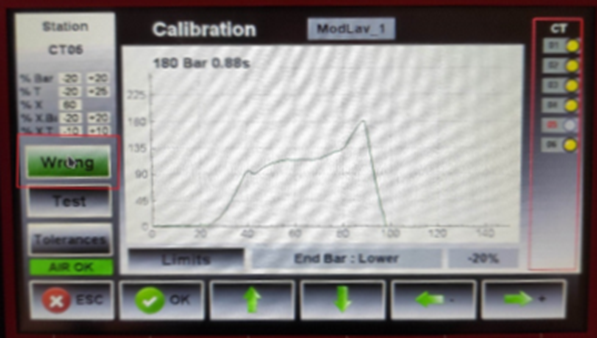
Po stlačení tlačidla „Wrong“ sa vymaže predošlá kalibrácia a vymaže sa tým pádom aj graf a zostane vám prázdny graf ako na obrázku.

Následne ak zanitujete, tak sa vám zobrazí nová kalibračná krivka. Ak zanitovanie, resp. kalibrácia nebude spĺňať požadované parametre (napr. tuhosť zanitovania v krute, testovaná momentovým kľúčom) a teda nebudete s ňou spokojní a chcete kalibrovať znova, tak stlačíte tlačidlo „Wrong“ a postup opakujte. Ak ste zanitovali správne a ste spokojní s kalibračnou krivkou (spĺňa požadované parametre) tak stlačte tlačidlo „Test“.
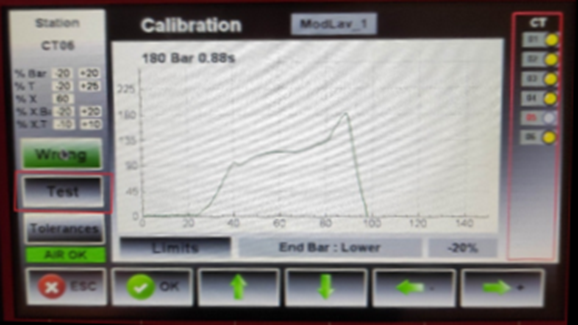
Po stlačení tlačidla test môžete vykonávať testovacie nitovania, to znamená že si porovnáte kalibračnú krivku s aktuálnou krivkou z nitovania.
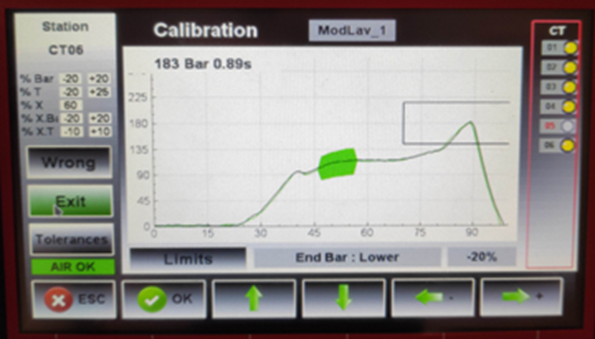
Aktuálna krivka (čierna krivka) sa prekryje s referenčnou krivkou (zelená krivka), a ak sú dostatočne prekryté a nitovanie spĺňa požadovanú kvalitu, teda ste spokojní, tak stlačte tlačidlo „Exit“.
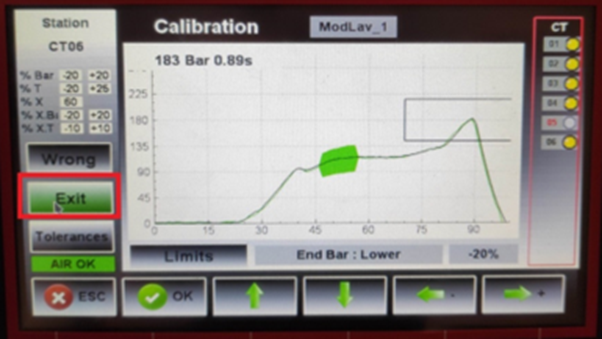
Dostanete sa do nastavení programu.
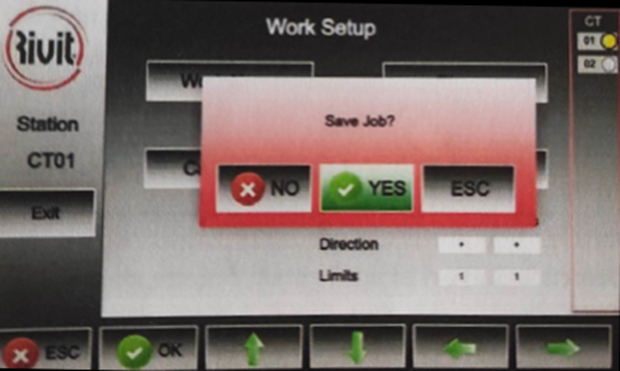
Kde stlačíte tlačidlo „Exit“, ktoré vám následne ponúkne možnosť uložiť program, stlačíte možnosť „Yes“.
Counters – počítadlo
Počítadlo nitovaní v programe, nastavuje sa pomocou tlačidla „Counters“.
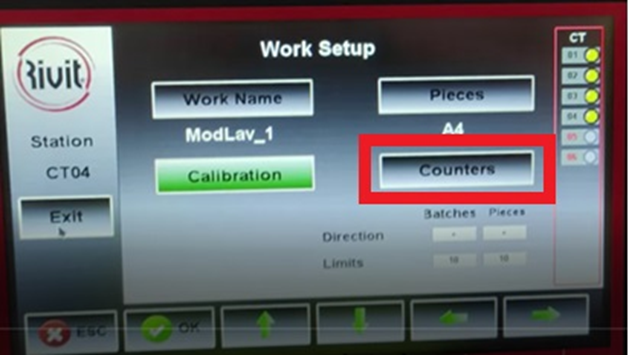
Po stlačení tlačidlo „Counters“ sa zobrazí okno, s nastavením počítadiel.
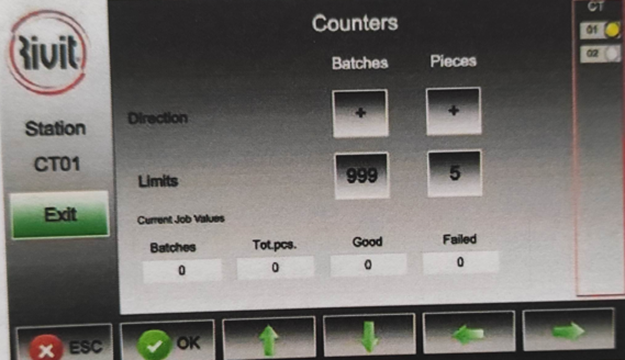
V sekcii „Direction“ sú nastavené znamienka, obe musia byť nastavené na „+“ aby počítadlo počítalo vzostupne. V sekcii „Limits“ je nastavenie limitu počítadla.
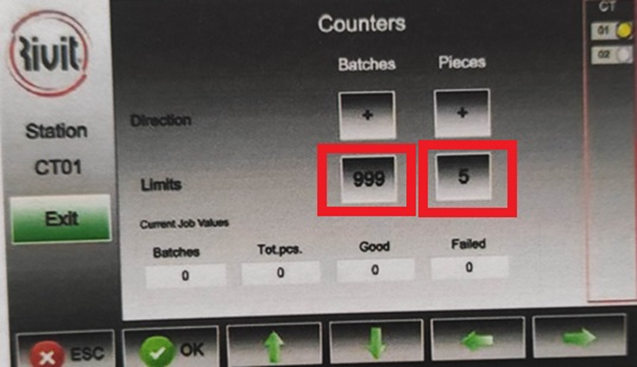
Klikneme na tlačidlo v červenom štvorci.
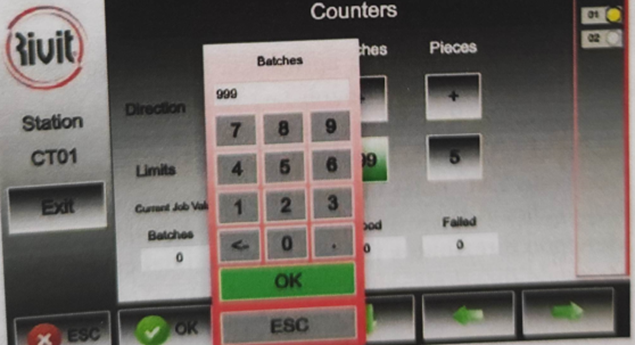
Vyskočí nám číselník kde nastavíme hodnotu 99, toto zopakujeme pre obe tlačidlá. Ak sme nastavili obe počítadlá na hodnotu „99“, tak stlačíme tlačidlo „Exit“, kde nám vyskočí okienko pre uloženie počítadiel na ktorom stlačíme „Yes“.
Spustenie programu
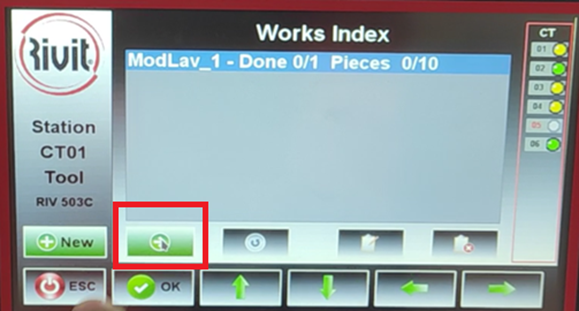
Po správnom vytvorení programu sa novo vytvorený program objaví v zozname programov konkrétneho modulu/nitovačky. Program sa spúšťa stlačením tlačidla „Start“, ktoré je vyznačené na obrazovke.
Ďalej sa zobrazí okno spusteného programu, kde sa zobrazí graf, zelená krivka je referenčná krivka, ktorá bola nastavená pri kalibrácií. Podľa tejto krivky sa budú tie nasledovné krivky z nitovania porovnávať a podľa toho sa vyhodnotí správne/nesprávne nitovanie.
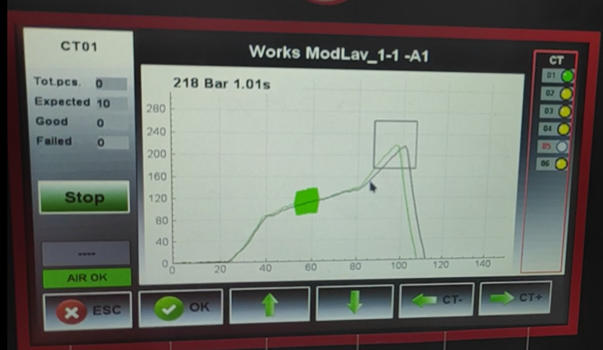
Ak bolo nitovanie správne, tak sa zobrazí krivka nitovačky, ktorá toto nitovanie vyvolala. Ak nenastal žiadny zvukový signál, tak to znamená že nitovanie prebehlo v poriadku a je v tolerancií s referenčnou kalibráciou, tak isto v pravom hornom rohu stav nitovania zostane zelený.
Ak sa nesprávne zanituje, tak sa zobrazí to isté okno ale v pravom hornom rohu, kde sa zobrazujú stavy modulov/nitovačiek, a použitá modul/nitovačka budú mat červené označenie čo značí zlé zanitovanie.
Viac informácií k systému RIVIT žiadajte od dodávateľa – SmartVision s.r.o. alebo priamo na stránke: