Pracovný dokument nastavenia výroby a produkcie
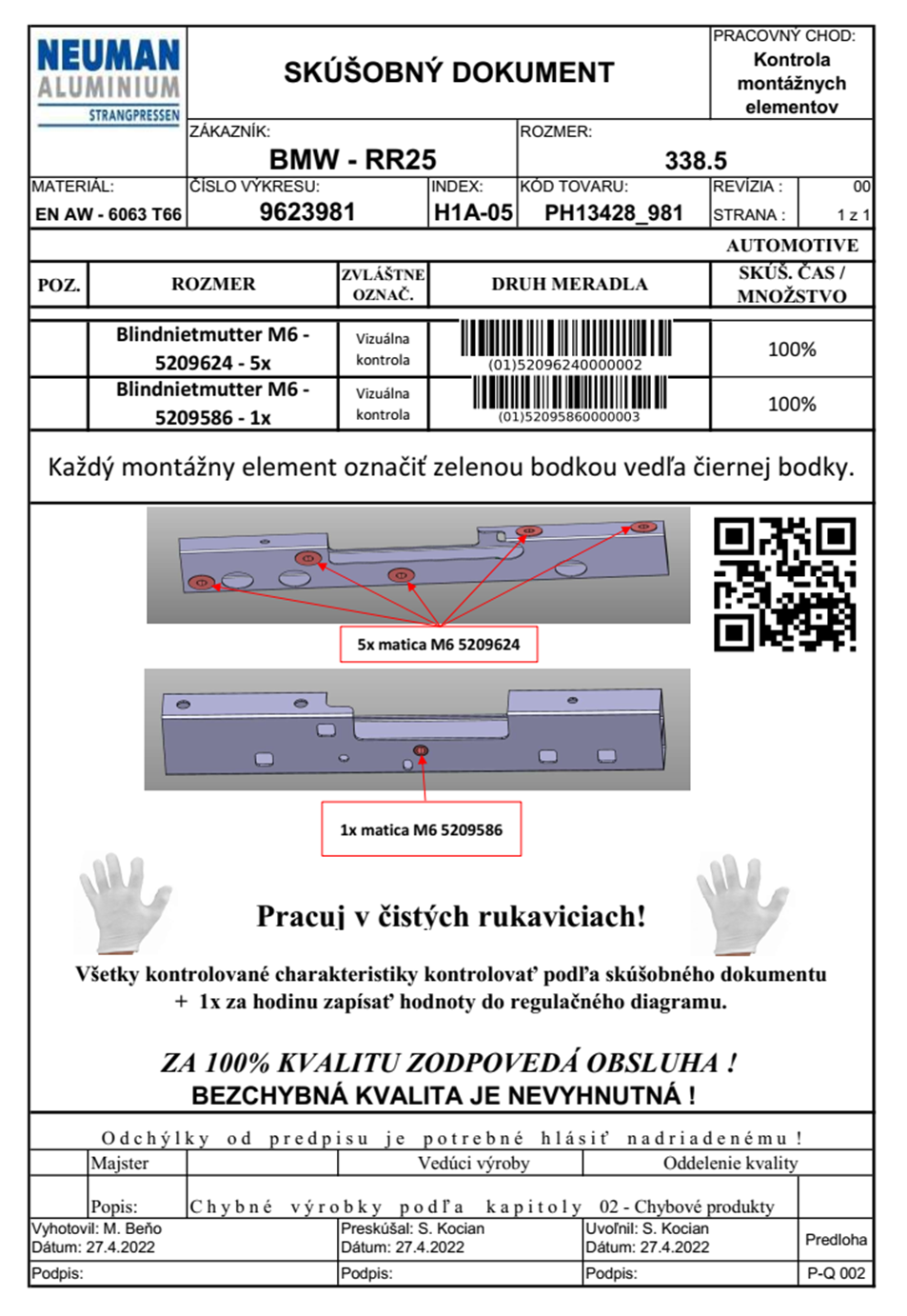
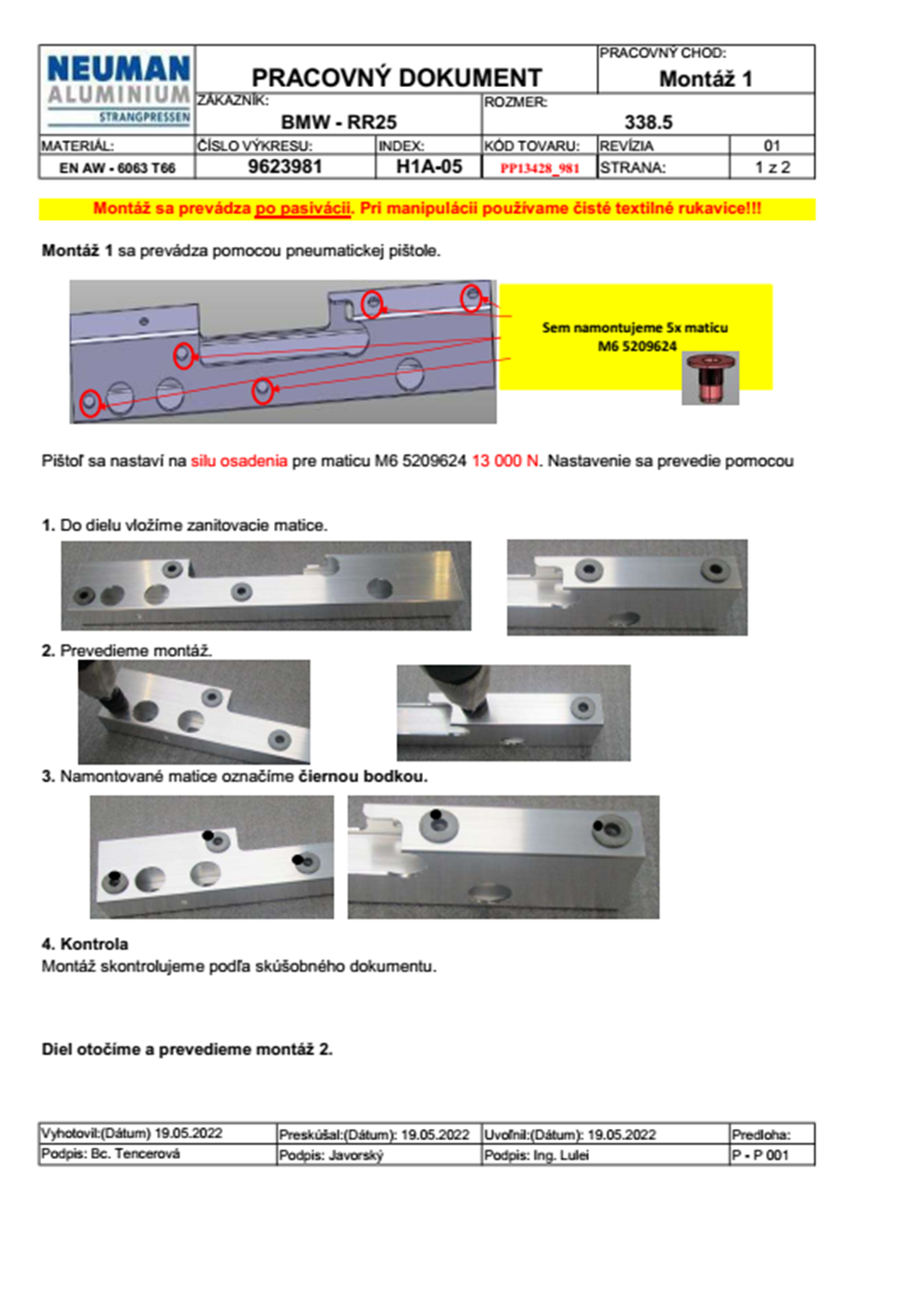
Proces pred zavedením vizuálneho navádzania a kontroly nitovania SmartVision

Proces po zavedení vizuálneho navádzania a kontroly nitovania SmartVision
Ak bolo zariadenie A22027 pred začiatkom nastavenia výroby vo vypnutom stave, t.j. nepripojené do elektrickej siete, vzduchových rozvodov alebo vypnuté hl. vypínačom, je potrebné uviesť ho do prevádzkového stavu podľa postupu v návode na obsluhu zariadenia. Po uvedení do prevádzky je potrebné prihlásenie do PC, Heslo: neuman. Ďalší postup je znázornený v tabuľke nižšie.
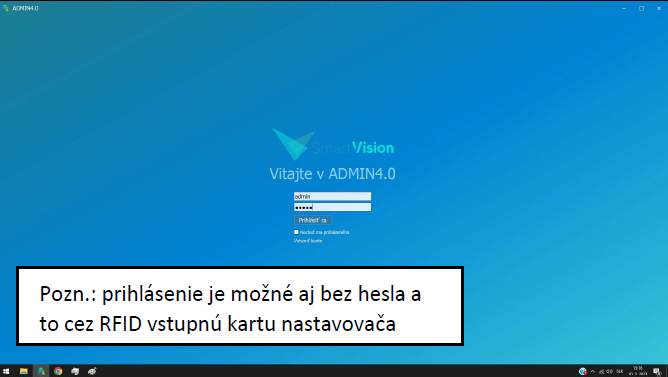 1. Prihlásenie, Meno: admin; Heslo: admin | 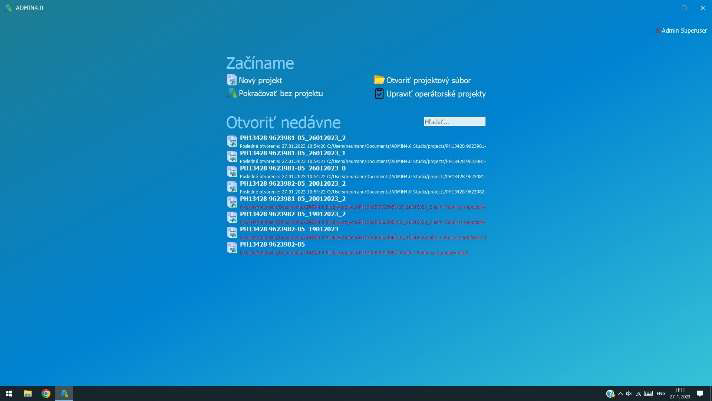 2. Úvodné okno po prihlásení |
 3. Načítanie programu z QR zákazky |  4. Otvorenie programu podľa QR zákazky |
 5. Otvorenie štúdia Admin4.0 | 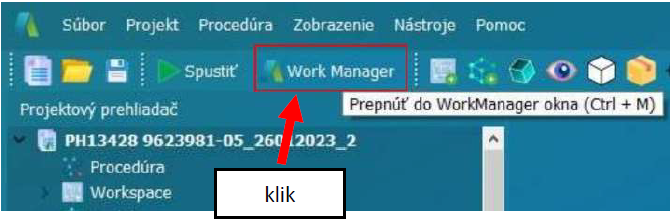 6. Prepnutie do „Work manager“-u |
 7. Okno „Work manager“ | 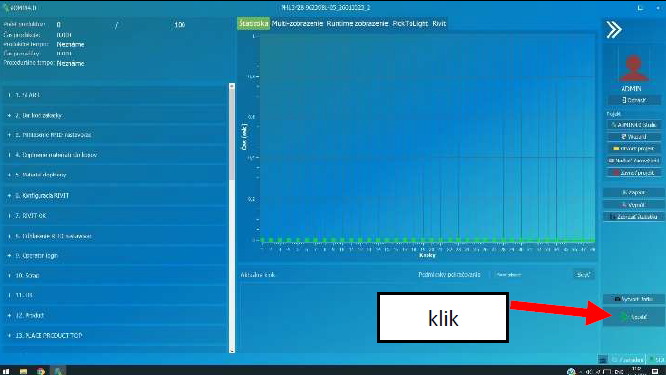 8. Štart procedúry |
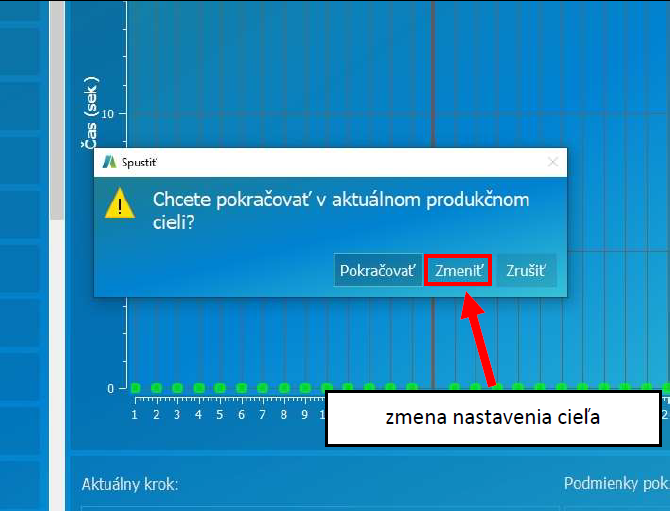
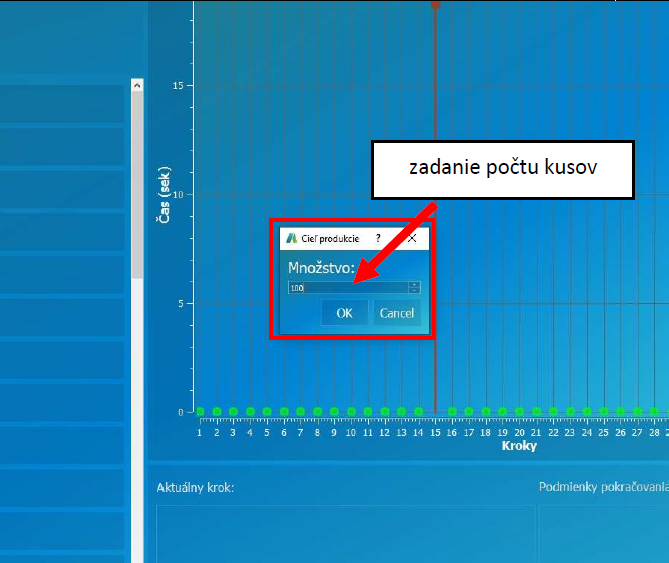
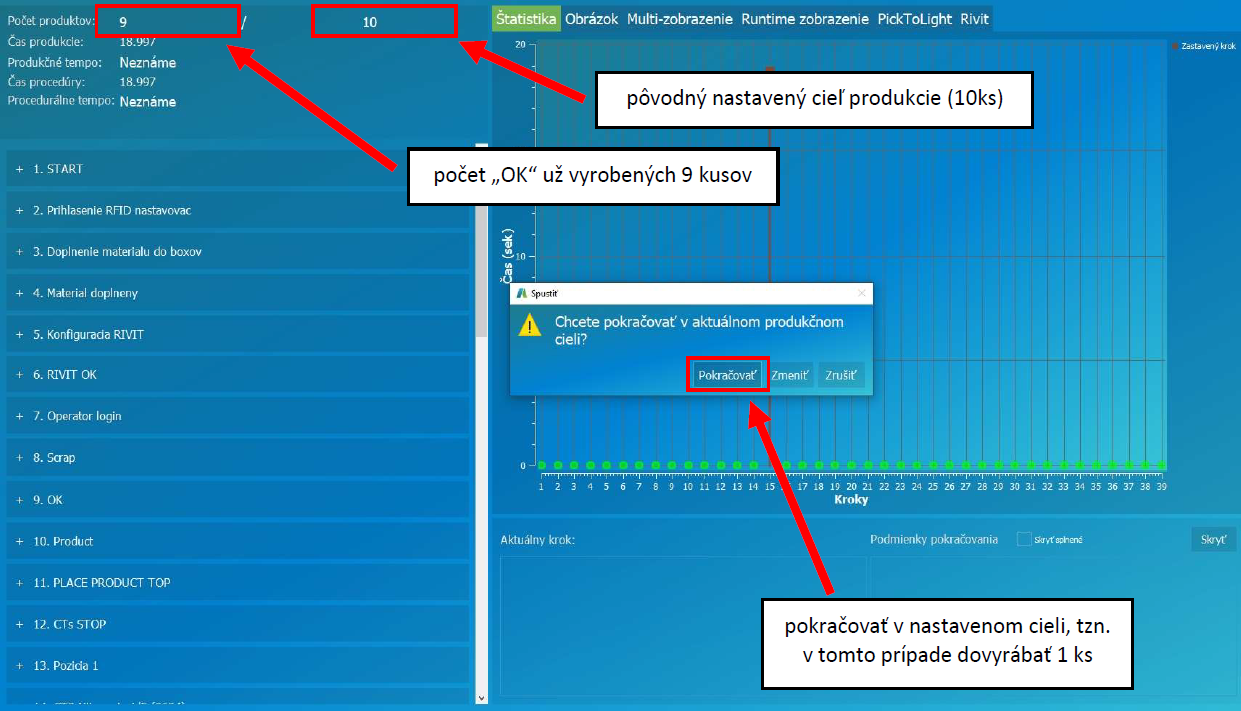 8. Štart procedúry – zadanie výrobného cieľa, výber pokračovania v pôvodnom cieli produkcie, nový cieľ | |
 8. Štart procedúry
|  8. Štart procedúry
|
 8. Štart procedúry | |
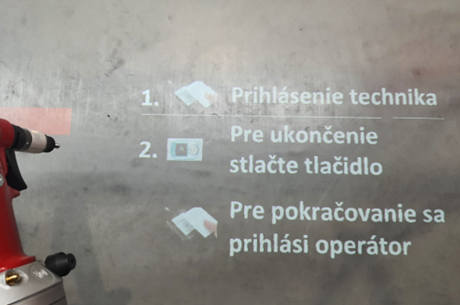
 9. Projekcia postupu – prihlásenie zoraďovača s RFID | 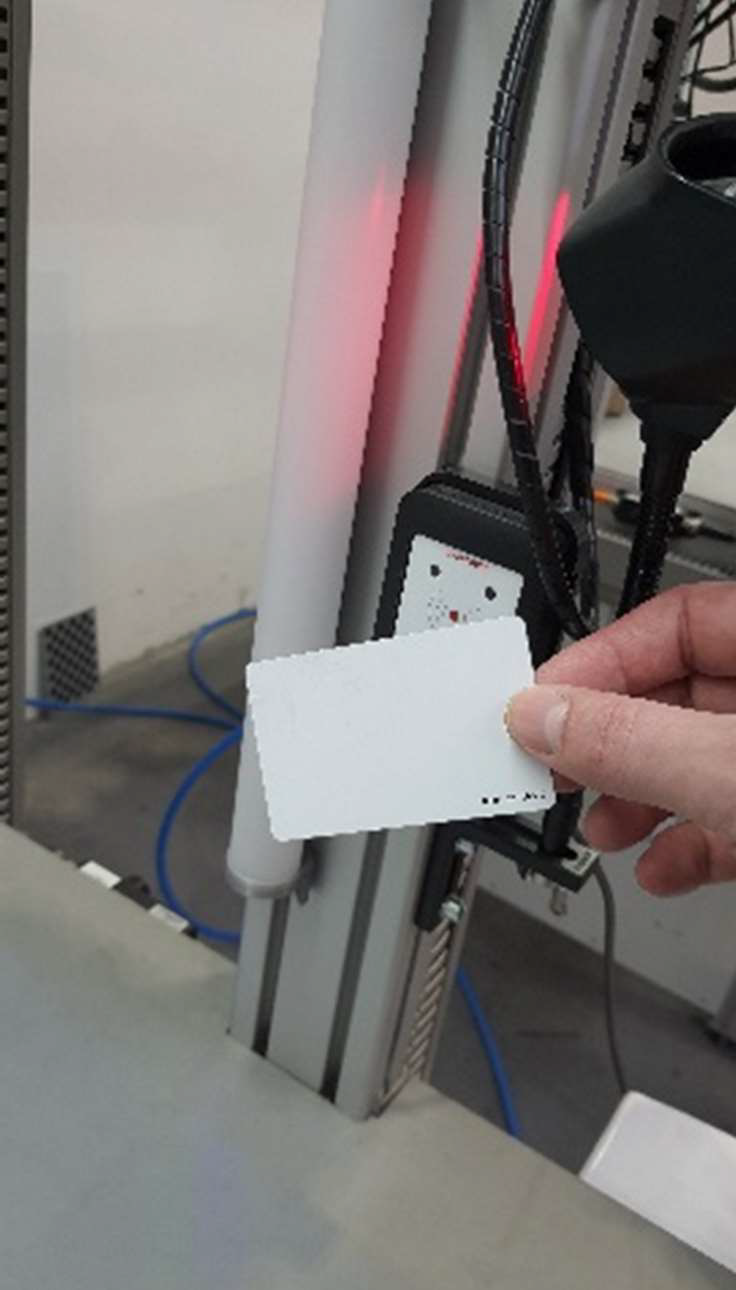 10. Prihlásenie zoraďovača RFID vstupnou kartou |
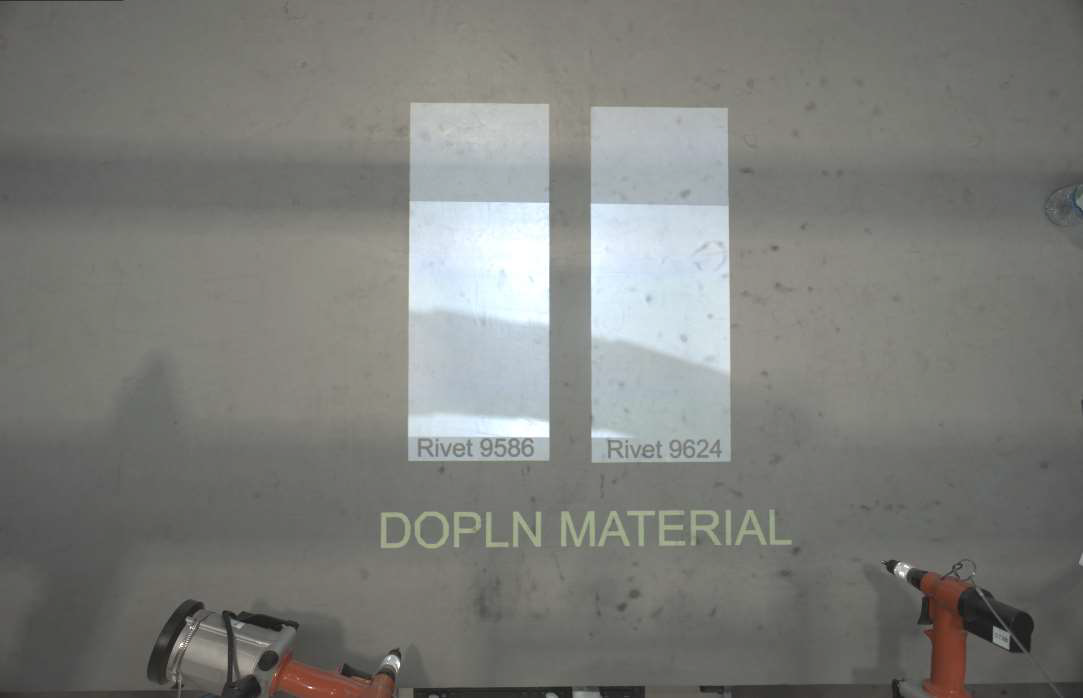 11. Doplnenie montážneho materiálu |  12. Záložka materiálu v Admin4.0 pre nastavovača |
13. Kontrola čísel materiálu (zákazka - sklad - program)
|  14. Ak je materiál doplnený – potvrdenie tlačidlom na UNIBOXE |
 15. Projekcia „Materiál doplnený“ |  16. Pokračovanie na ďalší krok potvrdením tlačidla |
 17. Konfigurácia RIVIT | 18. Postup konfigurácie RIVIT technológie
|
 19. Zoradenie nitovacích nástrojov na pracovné úchyty |  20. Výber a montáž nitovacích nadstavcov (podľa nitu), nadstavce sú v príručnom kufríku SmartVision - RIVIT |
 21. Záložka RIVIT v Admin4.0 (technológia RIVIT) |  22. Kalibrácia nitovacích nástrojov na module CT1- |
 23. Otvorenie – „Work“ |  24. Otvorenie – „Setup“ |
 25. Vstupné heslo 1234 a potvrdíme „OK“ |  26. Výber kalibrácie |
 27. Okno kalibrácie – nová kalibrácia |  28. Kalibrácia vymazaná – prázdne okno |
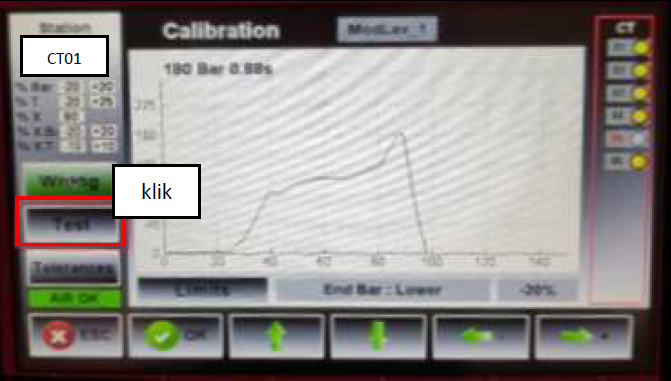 29. Prvé kalibračné nitovanie, ak vyhovuje klikneme |  30. Testovacie nitovanie – potvrdzovacie, ak je |
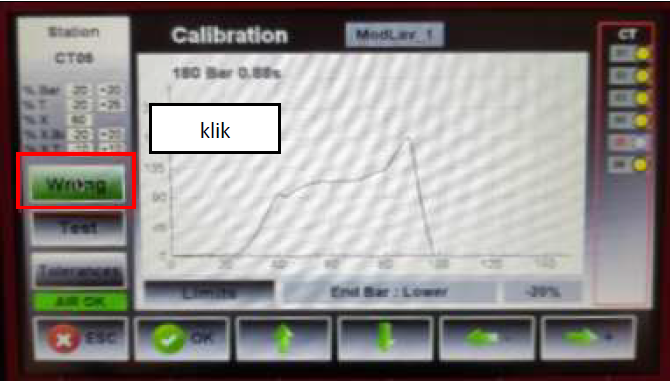
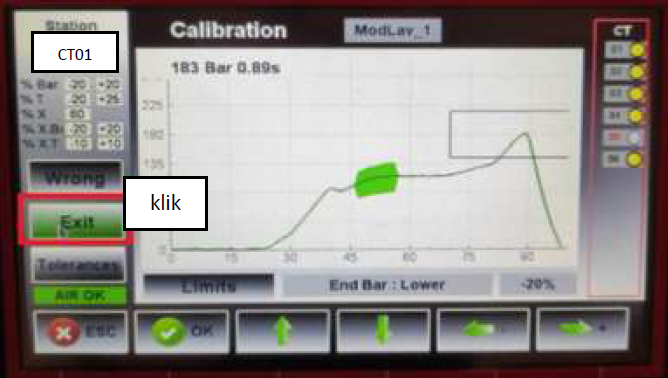 31. Ak sa neprekrývajú (NOK kalibrácia) stlačíme opäť „Wrong“ ako od kroku „27.“ Ak sa prekrývajú (OK kalibrácia) klikneme „EXIT“ – ukončenie kalibrácie | 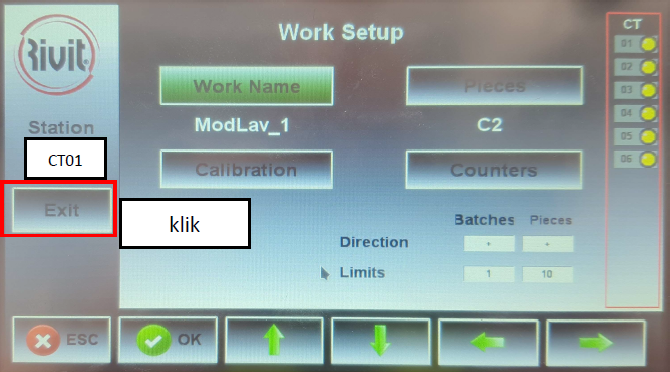 32. Ukončenie nastavení – „EXIT“ |
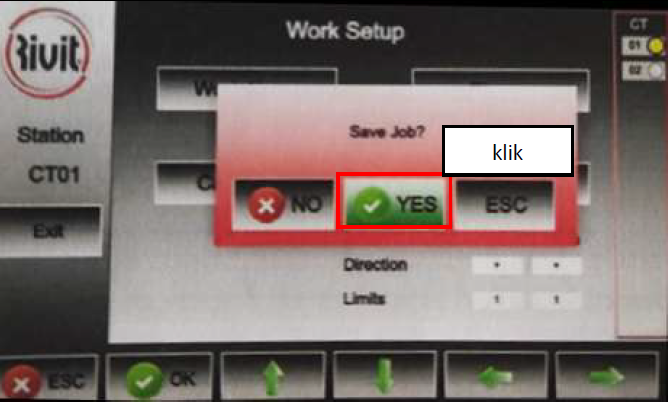 33. Uloženie kalibrácie – „YES“ | 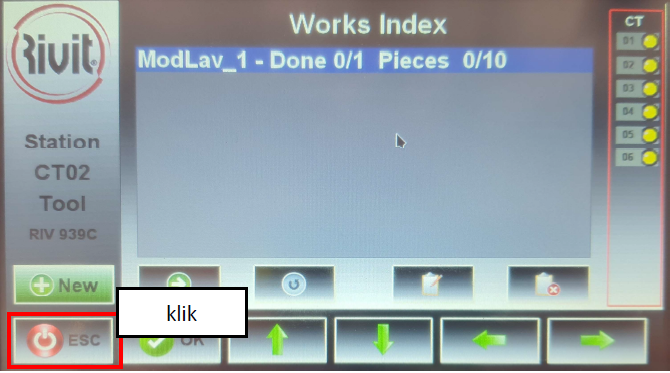 34. Ukončenie „work“ – „Esc“ |
 35. Základné okno na obrazovke CT01 | 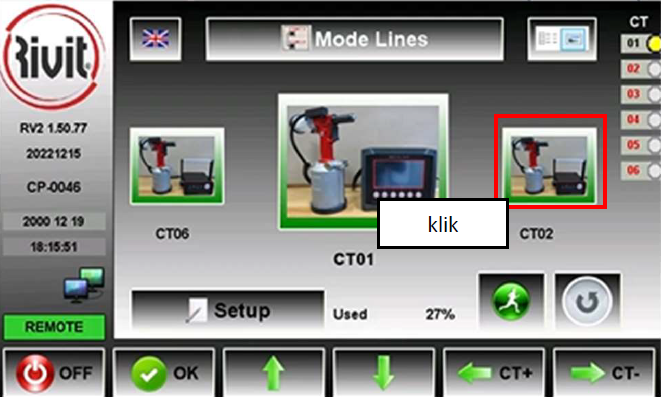 36. Nastavenie ďalšieho nástroja (napr. ak je potrebný nástroj CT2, klikneme na CT2 a ten sa na obrazovke premiestni do stredu) |
 37. Nastavenie nitovačky CT2, pokračujeme obdobne ako od bodu 22. | 38. Ukončenie nastavení a kalibrácií RIVIT
|
 39. Potvrdenie ukončenia nastavení RIVIT |  40. Prihlásenie operátora – čaká sa na prihlásenie |
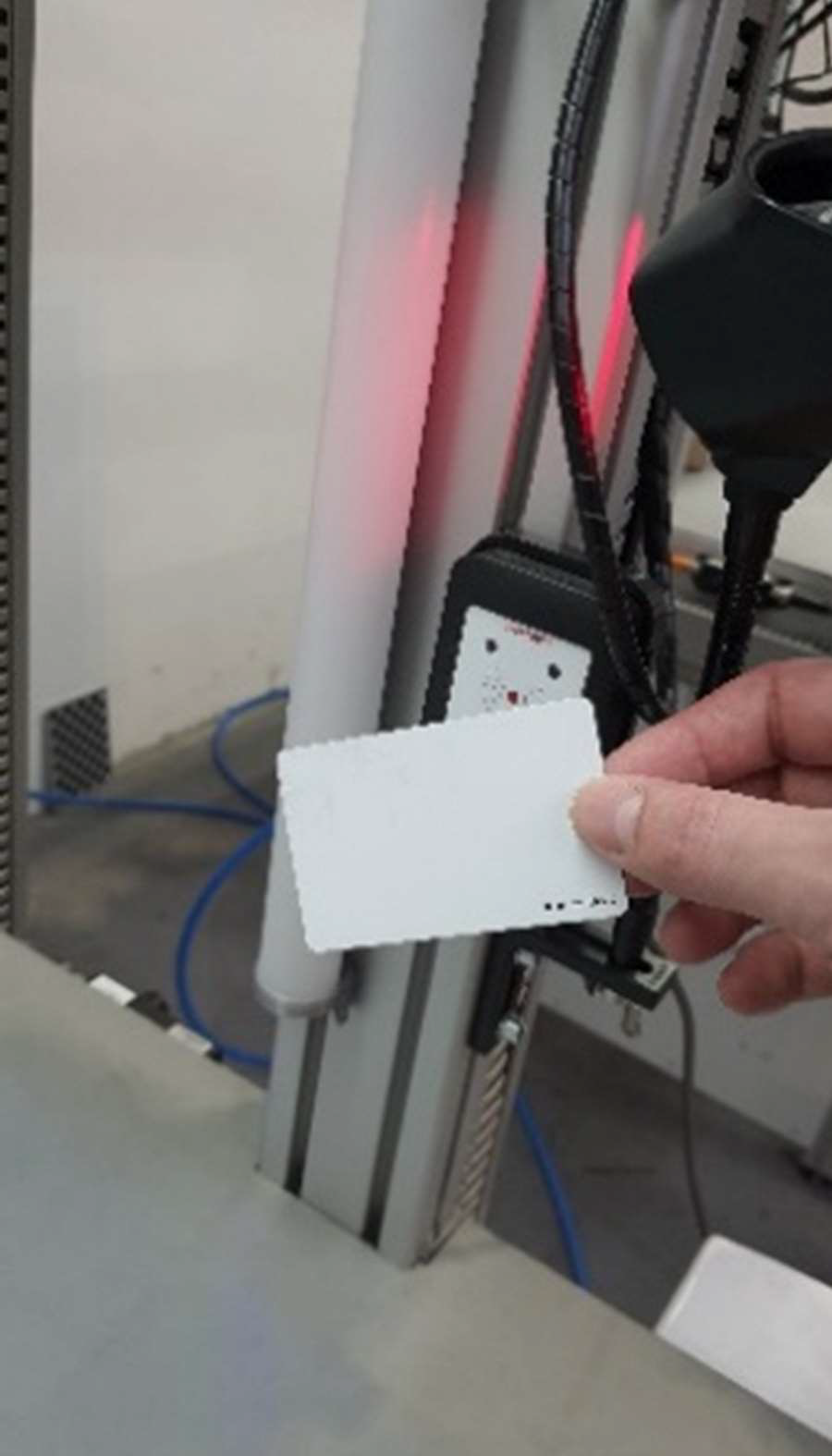 41. Prihlásenie operátora RFID vstupnou kartou |  42. Načíta sa automatická procedúra pre operátora |
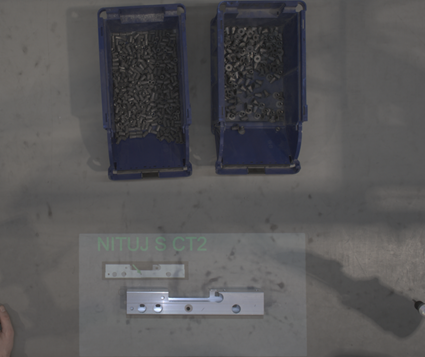
 43. Očakávaný kus v pracovnom priestore |  44. Správne umiestnený a orientovaný kus (podľa |
 45. Vlož nit/nity z vysvieteného zásobníka do pozícií na modeli |  46. Po správnom umiestnení nitu do blikajúcich pozícií sa aktivuje požadovaný nitovací nástroj, projekcia vyzýva operátora na nitovanie blikajúcej pozície. Operátor musí dodržať postupné poradie nitovania! |
 47. Semafór“ nitovania – postup nitovania 1. pozície | 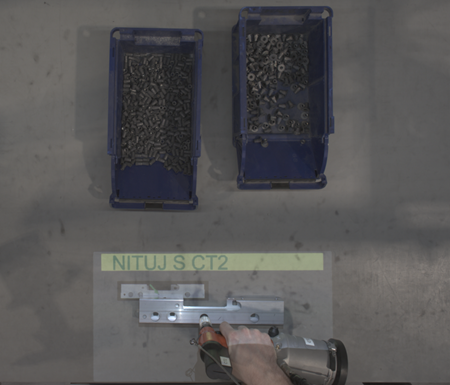 47. „Semafór“ nitovania – postup nitovania 1. pozície |
 47. „Semafór“ nitovania – postup nitovania 1. pozície | 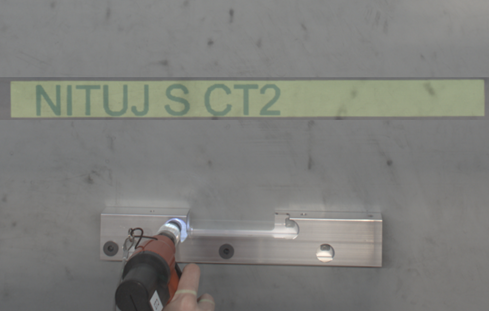 48. Nitovanie 2. pozície na prvej strane. Bliká druhá |
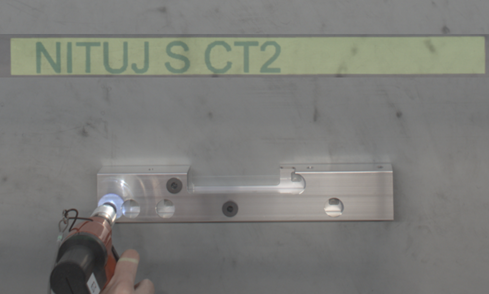 49. Nitovanie 3. pozície na prvej strane. Bliká tretia | 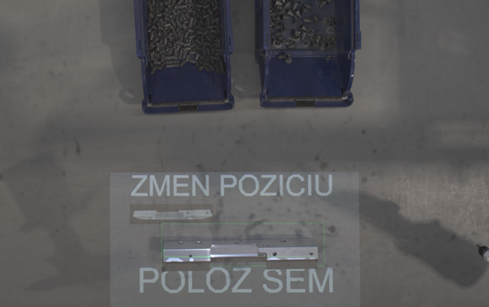 50. Zmena polohy – kus sa narotuje a položí v zmysle predlohy na druhú stranu |
 51. Vlož nit/nity z vysvieteného zásobníka do pozícií na modeli |  52. Po správnom umiestnení nitov do blikajúcich |
 53. Nitovanie 2. pozície na druhej strane | 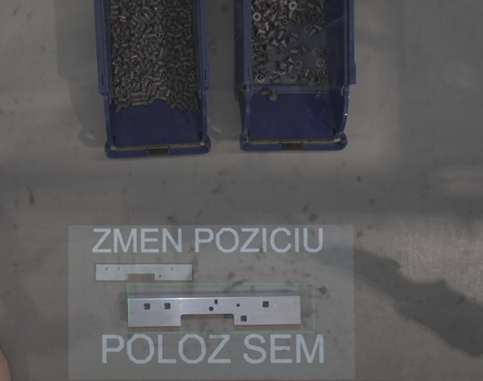 54. Zmena polohy – kus sa narotuje a položí v zmysle predlohy na tretiu stranu |
 55. Po správnom umiestnení nitu do blikajúcej pozície sa aktivuje požadovaný nitovací nástroj, projekcia vyzýva operátora na nitovanie blikajúcej pozície. Operátor musí dodržať postupné poradie nitovania! Nitovanie 1. pozície na tretej strane |  56. Nitovanie 1. pozície na tretej strane |
 57. Ukončenie 1. kusu „HOTOVO“ |  58. Hotový kus operátor uloží do určeného kontajnera. Opakovanie procedúry výroby – očakáva položenie ďalšieho kusu |
 59. Opakovanie procedúry výroby – obdobne ako od kroku 44. až po dosiahnutie cieľa produkcie. | 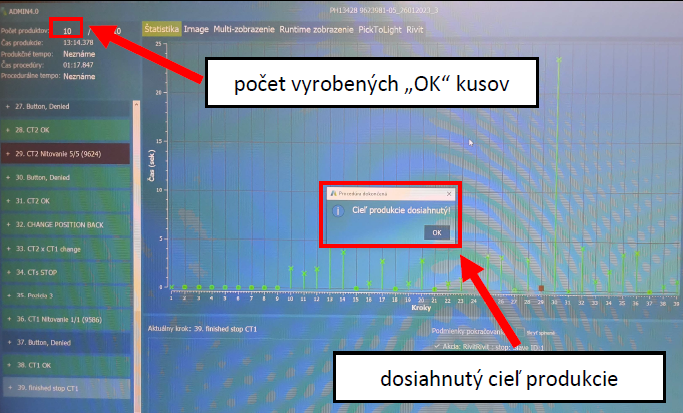 60. Dosiahnutie cieľa produkcie
|
 61. Ukončenie programu (vykoná výhradne |  62. Čakanie na načítanie novej zákazky – QR kód |
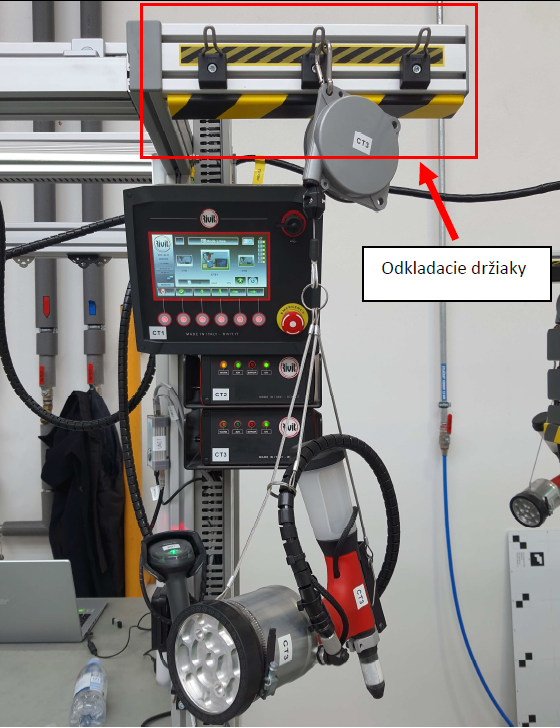
63. Odloženie nitovacích nástrojov na odkladacie držiaky, vyčistenie pracoviska (vykoná výhradne nastavovač) | |
 |
|
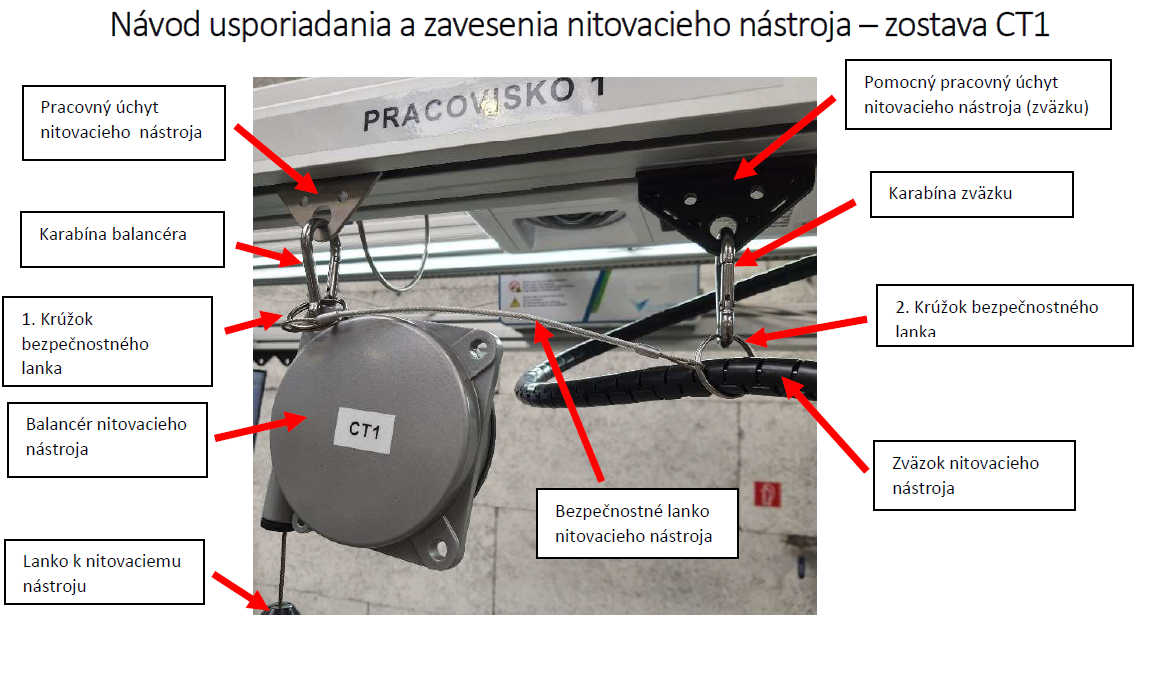
64. Pracovné úchyty nitovacích nástrojov – návod usporiadania a zavesenia nástroja – zostava CT1 | |
 | |
Chybové hlásenia a ich riešenia
Tabuľka: Chybové hlásenia | |
|---|---|
1. Vizuálna signalizácia chyby nitovania pri nitovanom kuse – hlásenie pre operátora | |
 |
|
2. Návod pre nastavovača - postup vyriešenia hlásenia nastavovačom | |
 |
|
3. Sprievodná vizuálna signalizácia chyby, zvuková signalizácia zlého nitovania | |
 |
|
Pri procese výroby v automatickom režime (od momentu prihlásenia operátora RFID vstupnou kartou – krok 41.) sa môžu pri nesprávnom postupe montáže toho ktorého kroku objaviť chybové hlásenia. Chybové hlásenie sa prejaví vizuálne červeným svetlom na UNIBOX LED bare a zároveň projekciou chybového hlásenia na pracovnom stole (viď tabuľka hore: Chybové hlásenia). Pri nesprávnom zanitovaní je sprievodným znakom aj zvuková prerušovaná signalizácia z master modulu CT1 ControlRIV Primary.
Najčastejšie možné príčiny chýb nitovania
kontrola nastavenia a stavu tlakov na regulátoroch FR1, FR2 úpravách vzduchu UV1, UV2 (nastavený pracovný tlak 6,26 bar, max. 6,5 bar)
nadmerné kolísanie tlaku v hlavnom potrubí (dielenský rozvod stlačeného vzduchu)
nedostatočný tlak v potrubí (<6 bar)
skontrolovať krivky nitovania na master module RIVIT CT1, ak sa neprekrývajú môže to byť spôsobené:
aktuálne slabším tlakom v potrubí v porovnaní so situáciou pri kalibrácií nástrojov RIVIT
rôznym typom použitých nitov na rovnakej pozícií (pri kalibrácií oproti výrobe)
hrúbka materiálu nitovanej pozície nesedí (profil, vada alebo deformácia nitu)
duplicitné zanitovanie jednej pozície
nesprávna obsluha závitových nitovacích nástrojov (správna obsluha: pri závitových nitoch naskrutkovanie hrotu, kontrola „semafóru“ nitovania, potom stlačenie spúšte nitovačky až pokým sa nevyskrutkuje hrot)
nitovanie mimo označenej pozície (montážnom bode) – nedodržanie postupu nitovania (nitovanie na pozícií, ktorá nie je označená blikajúcou projekciou)
nitovací nástroj (hrot s bielym lemom) sa nenachádza v označenom montážnom bode (nedodržanie procesu nitovania - „Semafór“ nitovania)