Popis pracoviska
Skonštruované zariadenie tvorí ucelenú zostavu, ktorá slúži na riadenie a kontrolu pracovných procesov so spätnou väzbou z podriadeného nitovacieho systému. Ovládanie zariadenia je zabezpečené cez softvérové prostredie ADMIN4.0.
Produktové portfólio ADMIN4.0 tvorí vizuálne štúdio, softvér ktorý ponúka možnosť analyzovať obraz, editovať a riadiť procesy, procedurálne kroky a zároveň vizualizovať riadiace značky pomocou projekcií a tým navádzať operátorov vo výrobe. Je to univerzálny nástroj pre konfiguráciu vizuálnych aplikácií bez nutnosti znalostí programovania. Zariadenie ako celok je zapínateľné/vypínateľné Hlavným vypínačom na NN – elektrickom rozvádzači 20QP1. V prípade potreby núdzového vypnutia otočíme Hlavný vypínač do polohy 0. Kamery, projektory, monitory, nitovacia technika a ostatné elektrické a elektronické súčasti sú uchytené ku kovovej nosnej konštrukcii oboch pracovísk. Elektrický prívod do NN - el. rozvádzača je napojený z rozvodu dielne u prevádzkovateľa.
Vizuál a konfigurácia A22027 ( Pracovisko 1 – 20QP6)
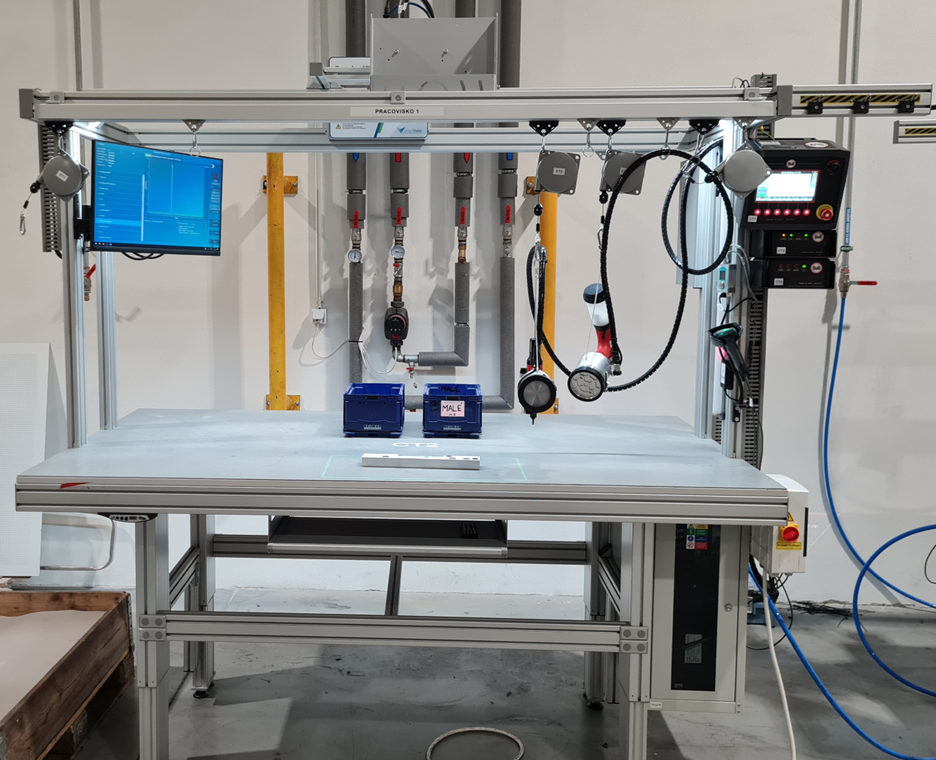

Konfigurácia (PRACOVISKO 1 – 20QP6):
50PC2 – počítač, hlavný ovládací systém
50B3 – monitor
50B4 – projektor Render 4 Wide
50B5 – projektor Render 4 Wide
50SW8 – lokálny LAN switch
50SW9 – nadradený LAN switch
CAM1 – 2D kamera s objektívom a polarizačným filtrom
CAM11 – 3D kamera
UNI1 – Unibox P2L, univerzálne signalizačné zariadenie
SB1 – Status bar, svetelná signalizácia
LB1 – LED bar, svetelná signalizácia
SP1 – buzzer, zvuková signalizácia
CR1 – RFID čítačka vstupných kariet
BR1 – 1D, 2D čítačka kódov
KEY1 – klávesnica (cez wireless adaptér USB 3.0)
MOE1 – myš (cez wireless adaptér USB 3.0)
CON1 – LAN konverter (LAN prevádzkovateľa)
CON11 – LAN konverter (LAN medzi 50PC2 – 51PC2)
Vizuál a konfigurácia A22027 ( Pracovisko 2 – 20QP7)
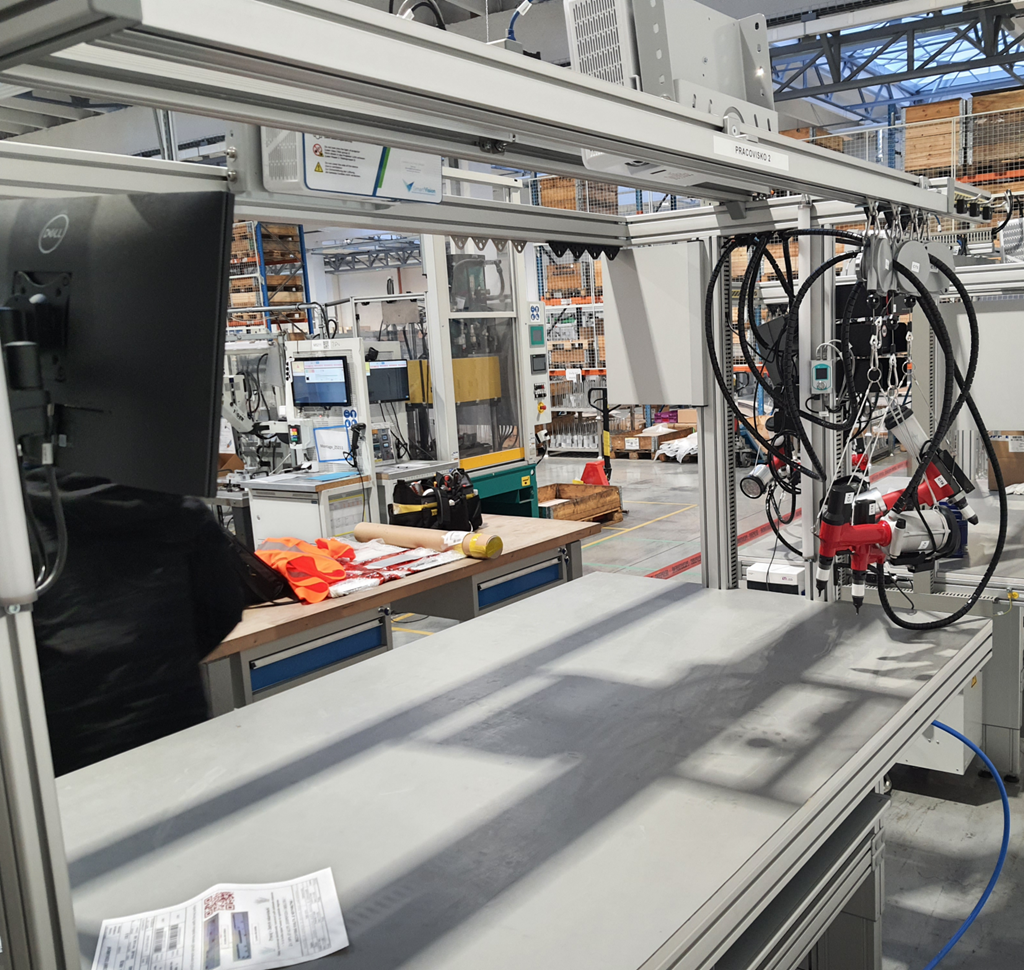
Pracovisko 2
Zapojenie a konfigurácia Pracoviska 2
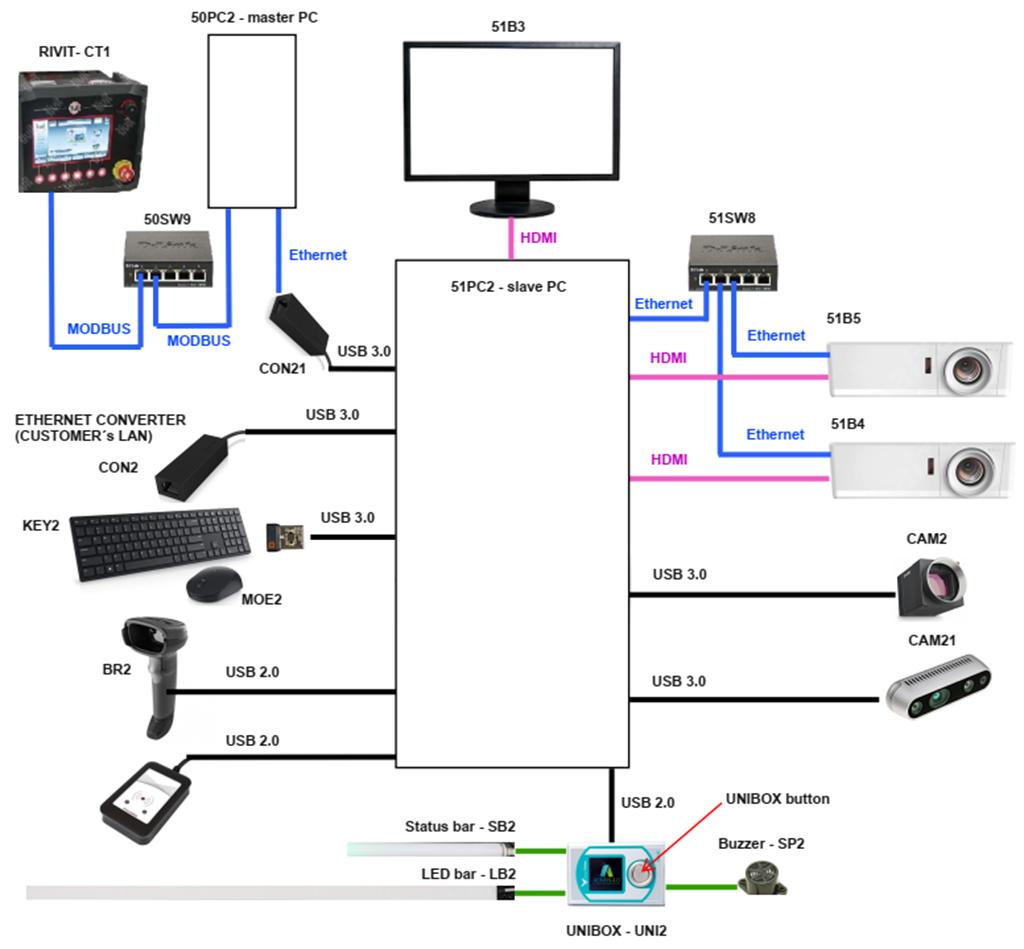
Konfigurácia (PRACOVISKO 2 – 20QP7):
51PC2 – počítač, vedľajší ovládací systém
51B3 – monitor
51B4 – projektor Render 4 Wide
51B5 – projektor Render 4 Wide
51SW8 – lokálny LAN switch
CAM2 – 2D kamera s objektívom a polarizačným filtrom
CAM21 – 3D kamera
UNI2 – Unibox P2L, univerzálne signalizačné zariadenie
SB2 – Status bar, svetelná signalizácia
LB2 – LED bar, svetelná signalizácia
SP2 – buzzer, zvuková signalizácia
CR2 – RFID čítačka vstupných kariet
BR2 – 1D, 2D čítačka kódov
KEY2 – klávesnica (cez wireless adaptér USB 3.0)
MOE2 – myš (cez wireless adaptér USB 3.0)
CON2 – LAN konverter (LAN prevádzkovateľa)
CON21 – LAN konverter (LAN medzi 50PC2 – 51PC2)
Základný princíp a účel fungovania pracovísk
Účelom zariadenia A22027 je navádzanie obsluhy/operátora na správne vyhotovenie jednotlivých typo-rozmerov (hliníkových dielov) do požadovanej zostavy. Pracovné inštrukcie sú operátorovi postupne zobrazované pomocou projektorov na povrchu pracovného stola. Vyhodnocuje sa aktuálny stav vykonávaných krokov procedúry, pomocou kamerovej inšpekcie spolu so statusom nitovacieho procesu v určených bodoch modelu.
Po správnom vyhotovení zostavy sa vyrobená zostava kladie na vyhradenú pozíciu pre „OK“ kusy. V inom prípade musí situáciu vyhodnotiť zoraďovač a rozhodne či daný vyrobený kus spĺňa požadovanú kvalitu alebo ide priamo na pozíciu pre „NOK“ kusy.
Prehľad typov prihlasovacích účtov ovládacieho systému (softvérové prostredie ADMIN4.0):
Admin – administrátor, umožňuje vytváranie, editovanie, nastavovanie procesu a procedúr výroby, vie fungovať v testovacom režime v celom rozsahu a tak isto v automatike.
Maintenance – zoraďovač, oklieštené funkcie oproti Admin. Umožňuje spustiť predvytvorený program podľa zákazkového listu – bez možnosti editácie procedúr. Príprava a naplnenie pozícií jednotlivých boxov (zásobníkov) nitovacieho materiálu na pracovnom stole, nastavenie technológie – nitovací systém RIVIT a to podľa požadovanej konfigurácie. Spúšťa proces výroby do automatického režimu. Môže zasahovať do bežiacej procedúry v automatike (tlačidlá štart, stop, prerušenie)
Operator – pracovník výroby, oklieštené funkcie oproti Maintenance. Riadi sa výrobnými inštrukciami, v prípade potreby volá zoraďovača k situáciám ako je nedodržaný postup výroby, problémy s nastavením technológie, chýbajúci materiál, rozhodovanie pri zmätkoch „OK“ a „NOK“ kusy. Môže zasahovať do bežiacej procedúry v automatike (tlačidlá štart, stop, prerušenie).
Popis procesu fungovania:
Otvorenie programu zadaním kódu produktu, alebo načítaním čiarového kódu zákazky v ADMIN4.0
Prihlásenie zoraďovača – RFID karta.
Vychystanie materiálu a spárovanie s pozíciami pomocou číselného kódu materiálu a naplnenie všetkých pozícií (boxov) – Záložka „P2L“ vo „Work manager“ v ADMIN4.0
Rozmiestnenie správnych nitovacích nástrojov na pracovisku podľa záložky RIVIT vo „Work manager“ v ADMIN4.0 (požadovaná konfigurácia pre daný typo-rozmer/aktuálna konfigurácia)
Kontrolné nitovanie na testeri, kde sa nastaví tlak nitovania podľa tabuľky (sila v kN), kalibrácie nitovacích nástrojov podľa typu používaných nitov na danom typo-rozmere na module RIVIT CONTROLRIV 4.0 Master (RIVIT modul s displejom – CT1). Táto kalibrácia sa nastavuje na prvom vyrábanom kuse.
Potvrdenie správneho ukončenia konfigurácie a odhlásenie zoraďovača RFID kartou.
Spustenie automatického režimu výroby.
Prihlásenie operátora – začiatok výroby v automatike.
Vizuálne navádzanie operátora, operátor umiestni na pracovný stôl prvý kus.
Systém mi vysvieti naraz box s nitmi a pozície kam sa musia umiestniť.
3D kamera kontroluje pozíciu ruky, či sa nachádza v správnom boxe s materiálom.
2D kamera dynamicky kontroluje pozíciu typo-rozmeru a zároveň pozície, kde majú byť osadené nity. Pomocou umelej inteligencie vyhodnocuje správnosť osadenia až kým sú všetky pozície osadené správne.
Nitovanie vyznačených pozícií správnym nástrojom (CT1, CT2, CT3, CT1B, CT2B, CT3B)
Ak je spôsobená chyba zanitovania, zasvieti červený signalizátor a zvuková signalizácia, prihlási sa zoraďovač a vyhodnotí situáciu, rozhodne OK alebo NOK a odhlási sa.
Ak je nitovanie v poriadku („OK“), proces pokračuje automaticky ďalej, ak nie („NOK“), a zoraďovač vyhodnotí kus ako „NOK“, kus ide do zásobníka pre zmätky, proces skladania sa automaticky začína s novým kusom odznovu.
Ak nastane znova chyba nitovania zopakuje sa krok 14.
Po úspešnom dokončení zostavy („OK“) sa proces skladania opakuje až kým sa neukončí zákazka tlačidlom Stop.
Vývojový diagram – blok vyhodnocovania procesov v automatike
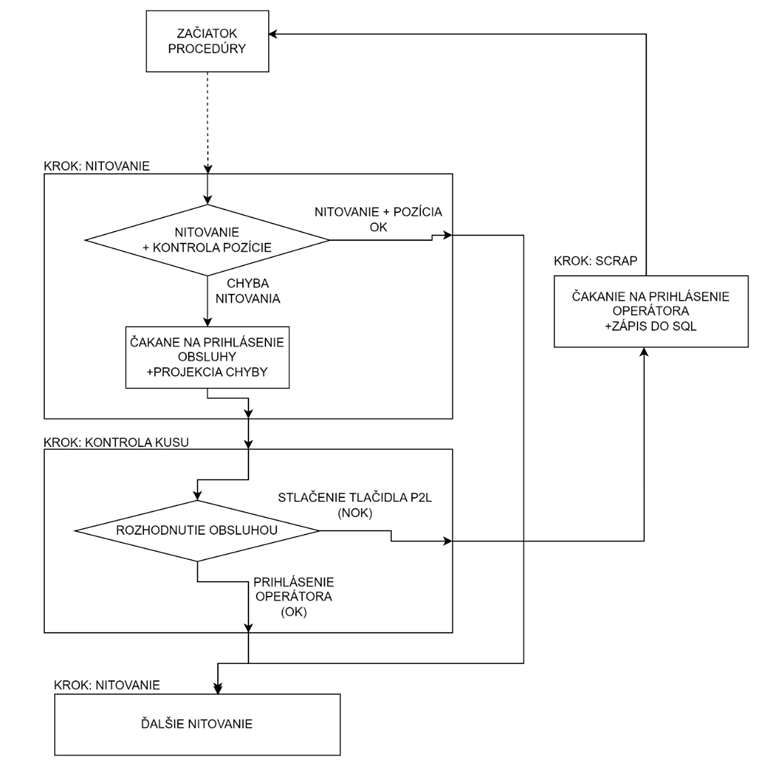
Vývojový diagram znázorňuje základný blok vyhodnotenia procesu po osadení pozície nitom a nitovanie v automatike.
Ako globálna skip podmienka musí byť nastavené stlačenie P2L tlačidla a súčasne prihlásený Maintenance alebo Administrátor.
V kroku kontroly kusu musí byť nastavené, že ak je krok Skipped, tak sa skočí na krok Scrap
V kroku Scrap musí byť nastavené čakanie na prihlásenie operátora a poslanie „Scrap kus“ správy do SQL
Ak je krok Scrap ukončený ako timeout (stlačené tlačidlo a prihlásená obsluha) tak sa musí skočiť na krok Scrap. Opakovať ho až kým sa neprihlási operátor
Všade je použité čakanie na prihlásenie, nie čakanie na potvrdenie!
Podmienky ukončenia kroku nitovanie:
RIVIT: OK (nitovanie prebehlo bez chyby)
RIVIT: ERR and Maintenance is logged in (nastala chyba a obsluha sa prihlásila)
Podmienky ukončenia kroku kontroly kusu:
Operator is logged in (prihlásením operátora sa pokračuje v procedúre)
Podmienky ukončenia kroku Scrap:
Operátor sa prihlásil
Ak sa stlačí tlačidlo a krok je skipped, treba ho zopakovať, zase skočiť na ten istý krok
Svetelná a zvuková signalizácia pracovísk
Svetelná a signalizácia je zabezpečená na oboch pracoviskách cez zariadenie UNIBOX SMART (UNI1, UNI2), ku ktorému sú pripojené dva typy svetelnej signalizácie:
Status bar (SB1, SB2) – zobrazuje percentuálny stav/pomer aktuálnej výroby danej zákazky/objednávky ku celkovej početnosti zákazky (zelená časť signalizácie reprezentuje vyrobené kusy, červená zostávajúce kusy)
LED bar (LB1, LB2) – zobrazuje červenou signalizáciou chybový stav v priebehu výroby (zlé nitovanie)
Zvuková signalizácia – prerušovaný tón (3 kHz), je sprievodnou signalizáciou ku svetelnej chybovej signalizácií (zlé nitovanie). Zdrojom zvukovej signalizácie sú RIVIT CONTROLRIV 4.0 (CT-1) a buzzer (SP1, SP2).
Zariadenie UNIBOX umožňuje vykonať akciu „potvrdenie“ cez integrované tlačidlo (button).

Pracovisko 1

Pracovisko 2